
新型高效的气液反应过程:套管膜式微反应器有点强
本文重点综述了套管膜式微反应器由于气液接触面积大和气液传质距离短的优点◆■★★,强化气液传质过程,展现了其在不同领域的应用优势。与其他传统的气液反应器相比,该反应器在测量气液体系基础物性参数和执行气液反应过程等方面都展现出更加安全高效的优势◆◆■★■,可大幅度地提高目标产物的产率和减少测量所需时间。此外◆■◆★,套管膜式微反应器易于集成★■,可用于在模块化流动合成平台中进行多步骤化学合成★■◆★◆◆,并且耦合在线检测设备,实时监测反应进程和快速优化实验条件。然而,它也存在一些不足,如昂贵的Teflon AF膜、操作温度必须低于240℃(Teflon膜的玻璃化转变温度)和反应器堵塞问题等。为了避免反应器堵塞■★◆◆■■,实验操作后立即用乙醇和水的混合物及超声波清洗反应器0■★.5 h。考虑到管式反应器中内管的机械应变能力★■★■■◆,内管的跨膜压降不超过7 bar。此外◆◆■★■★,尽管本文重点讨论了许多在套管膜式微反应器内成功实施的高效气液反应过程,但仍有待于进一步开发其他高效的气液反应过程。
在气-液反应体系中,反应动力学常数是另一个重要的参数,代表了反应器内气液反应速度的快慢■◆◆◆◆。在详细研究气体溶解-扩散过程的基础上,该测量平台被进一步地用于测定气液反应动力学常数(图11)◆★◆。在图11(a)中,气体从反应器的外管透过高透气的Teflon AF内管膜后进入管内并与流动的液体发生反应。对于大多数气-液反应而言◆■,反应过程为二级反应,对气体和液体反应物分别存在一级依赖关系 [80]。在化学反应存在的情况下,为了描述反应器内的气-液传质过程,可以采用双膜理论,将气液传质过程描述为气体分子分别在气液界面和液体混合良好条件下的分子扩散过程 [81],如图11(b)。Kierzkowska-Pawlak等 [ 82-83]利用Danckwerts传质模型和Hatta数建立数学模型描述套管膜式反应器内的气体传质-反应过程,并且通过拟合实验数据得到气液反应动力学常数的过程。利用上述方法■◆,Zhang等 [84]通过记录反应过程中气体流速变化,在2 min内快速测定了不同温度下化学吸收CO 2气体和有机物臭氧化反应过程的反应速率。通过实验结果得到反应活化能分别为52.9 kJ/mol(文献值49.2 kJ/mol) [83]和48.9 kJ/mol(文献值50 kJ/mol)◆◆■,证明了该方法的准确性。
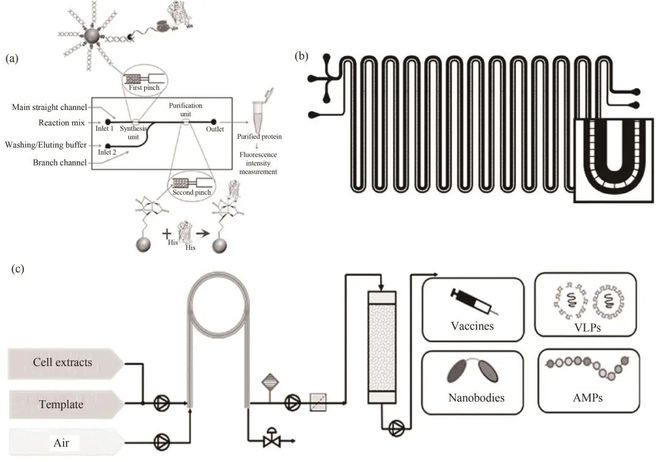
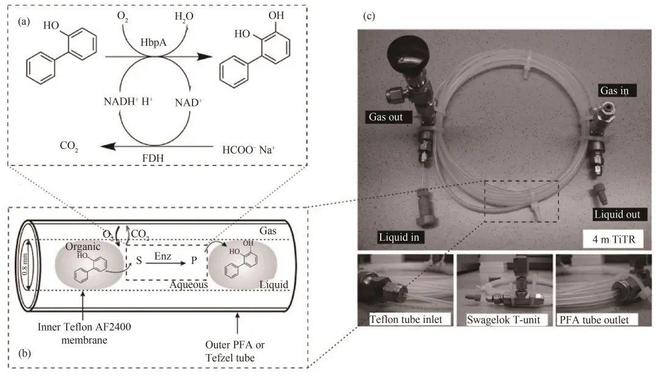
在生物应用领域◆■★■◆,套管膜式微反应器内快速气液传质速度的特点,不仅可以应用于测量反应动力学常数,而且在气体介导的生物合成蛋白质药物过程中也存在巨大的应用潜力 [85]。如今,蛋白质药物产品,如单克隆抗体、激素、疫苗等,在预防癌症■■★■◆■、糖尿病等疾病方面发挥了重要作用 [86]。然而,传统的细胞内合成蛋白质方法通常需要复杂和特殊的环境★◆★■,限制了药物的广泛应用且不能满足人类健康的需求 [87]◆■◆★★■。因此◆★■■,开发一种按需灵活的高效蛋白药物合成模式显得非常重要。近年来★◆★,无细胞蛋白质合成技术作为一种新兴技术◆■■★★,是代替细胞合成蛋白系统的创新方案◆◆■◆★★,在高效★★★、灵活地合成蛋白质产品方面显示出巨大的潜力 [ 88-89]■★■★。与细胞蛋白合成系统相比,随着DNA测序和基因编辑技术的快速发展★◆◆◆■◆,无细胞蛋白质合成技术可以生产具有复杂结构甚至新特性的蛋白质,即使是对活细胞有毒性的蛋白质 [90]。目前■■■,体外无细胞蛋白合成过程通常在间歇式反应器中进行,由于反应器内气液传质速度慢和表达时间长等问题,存在蛋白质产量低和生产成本昂贵的局限性◆◆★◆■。与传统反应器相比■■◆★◆◆,微流控技术在强化传质、高通量蛋白表达和降低合成成本等方面具有巨大优势,为高效连续体外蛋白提供了一种新合成模式 [ 91-92]★■★。Xiao等 [93]利用微流体芯片反应器集成了蛋白质合成和纯化两个步骤◆★■■■◆,实现了体外重组蛋白的连续按需合成(图13)。该芯片反应器由填满模板DNA修饰的琼脂糖微球的主通道和镍离子修饰琼脂糖珠分支通道组成,分别作为蛋白质的合成单元和纯化单元。与传统生物反应器相比◆★◆■★,该微芯片反应器的主要优点是能够直接获取纯化蛋白质★■◆■■◆,减少了操作时间和手动操作过程难度。此外■■★◆■,Timm等 [87]利用纳米膜设计了一种微通道反应器[图13(b)],用于高效灵活生产单剂量的治疗性蛋白质。通过改变液体流速和膜的透气率提高了蛋白质合成过程中能量、产物和抑制剂的交换速度◆◆◆◆★■,在相同的表达时间内★★◆■,微通道内合成的蛋白产物浓度是釜式反应器内的6倍。然而,在上述传统的微流控反应器中■★,由于气体溶解度较低,反应器内难以控制和连续改变气体浓度。因此,关于气体如何影响蛋白合成过程的研究报道较少★◆■◆◆。氧气和二氧化碳■◆◆,作为生命活动中最重要的两种气体,是蛋白合成所需能量ATP更新过程的关键组成■★◆◆◆,必然会影响蛋白质的合成过程◆★★■。已有研究工作报道,反应器内供氧不足会降低ATP再生率,增加蛋白质表达时间,从而降低蛋白质产量和合成效率 [94]。此外,反应器内气体与反应底物直接接触,导致产物气液分离过程中有效组分损失◆■■■。因此,开发一种新型高效的气液反应器用于气体介导的生物合成过程具有重要意义。Zhou等 [95]开发了一种基于套管膜式微反应器的按需蛋白质流动合成平台,如图13(c)所示。套管膜式微反应器可以显著提高氧气的传质速率,加速了ATP的再生,提高了蛋白质合成速率和蛋白质表达浓度。以绿色荧光蛋白合成为例★■,在反应时间仅为间歇釜式反应器的一半时,绿色荧光蛋白的产量增加了40%。此外,该反应器也被用于合成其他不同种类的蛋白质,包括抗体★◆★◆■■、疫苗◆■◆■◆、类病毒颗粒和生物多肽抗体等,并与蛋白质纯化相结合,实现了蛋白药物连续高效合成★◆★。
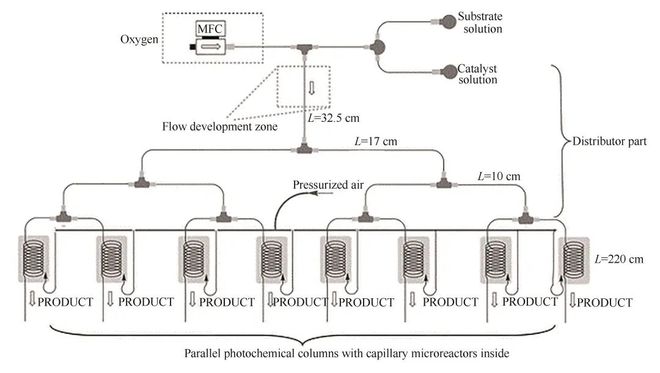
Su等 [53]利用T型混合器作为外部流量分布器,开发了一种简单的反应器放大策略,以扩大微反应器内气-液光催化反应的产量(图5)。添加多个T型混合器后,流体可以均匀分成2 n份后流入各个微通道内。这种数量放大策略允许逐步扩展反应并保持足够的灵活性来满足一定的需求,并且在放大过程中得到最小流体压降值。在没有化学反应发生的情况下,可在较大的流速范围内观察到流体分布的不均匀度低于5%。当存在化学反应时,流体分布不均匀度虽增加到10%,但仍具有较好的液体分布效果★◆★■■◆。与外部流量分配器不同,内部流量分配器一般与反应器同时制作,位于反应器的内部。内部流量分配器的添加通常会大幅度增加流体通过反应器的能量消耗。Wada等 [54]报道◆■★,当分配区的压降是反应区的40倍时,流体分布不均匀度低于3%。同时,在压降通道中引入微硅柱用来增加传质,最终,反应物在几秒钟内完全转化同时具有较高的反应选择性■◆。在某些特殊情况下★★■◆,可以将这两种不同方式的流量分配器结合使用,以提高反应的通量。Han等 [55]利用两种分布器组合的方式,设计了一种模块化微流控反应器,以规模化生产壳聚糖/TiO 2复合材料◆■★★。在这项工作中★★■,反应装置总共集成了五个模块,包括400个微通道(长度为280 mm,尺寸为619 mm),在液体流量高达6 L/h条件下,得到的微球粒径分布小于3.6%■★◆■。
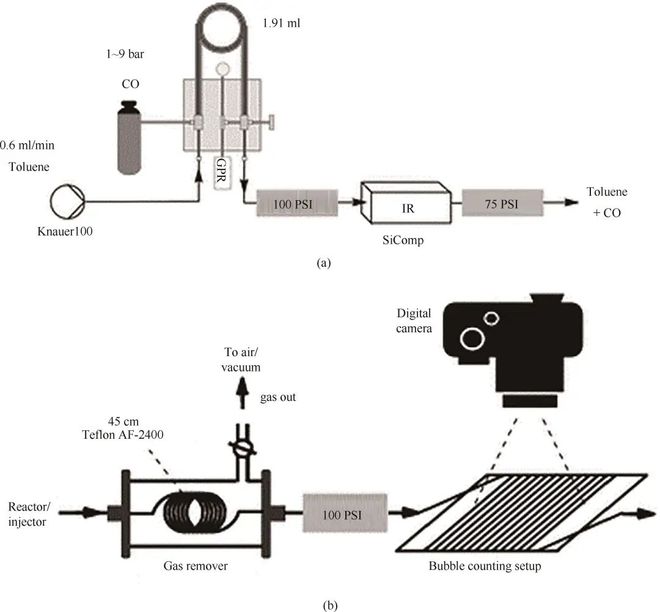
气体溶解度是特定实验条件下,气体在液体中的最大溶解量。Ley等 [ 63-64]首次利用套管膜式微反应器耦合原位傅里叶变换红外光谱(FTIR)技术和“气泡计数■◆■■◆”法分别自动测量CO和H 2气体在甲苯和二氯甲烷中的溶解度(图7)◆★★★。图7(a)展示了在套管膜式微反应器内★★■★◆,利用原位红外技术在线测定气体溶解度的装置。在恒定压力下,气体溶解度与液体流速(低于1 ml/min)无关。图7(b)显示了利用套管膜式微反应器结合图像气泡计数技术★■◆★,根据图像中进入反应器的气体总体积减去记录的白色像素(气体体积)除以红色像素(溶剂体积)◆■,从而测量氢气在二氯甲烷中的溶解度。类似地,Gavriilidis等 [65]将套管膜式微反应器结合气泡计,在温度范围为25~120℃和氧气压力高达1 MPa的条件下,实现了氧气分别在甲苯和苄醇有机溶剂中溶解度的快速准确测量★★■。在特定的温度和压力下,通过对反应器出口处液体减压后,利用气泡计测量气体在溶剂中的溶解量,从而计算气体溶解度和亨利常数。
本文介绍了内管膜对各种气体都有很高的透气率★■◆,包括CO 2气体和水蒸气等,使利用套管膜式微反应器进一步开发新型高效气液反应过程成为可能。其中,一个新兴的应用领域是通过套管膜式微反应器直接捕获和利用空气中的二氧化碳,减小二氧化碳的排放。例如■■◆■,在传统的釜式反应器中,由于气相和液相接触不充分,在165℃的反应温度下,从空气中转化二氧化碳气体用于生产有机化合物的过程需要72 h以上★◆■。基于高效的气液传质效率,套管膜式微反应器可以提供一种新型高效的气液反应过程,从而减少反应时间和能源消耗■◆◆◆■◆。此外■★◆★■★,凭借内管膜优越的光学性能,该反应器的另一个潜在应用前景是开发一系列高效、绿色的光化学反应工艺,提高光的利用效率和光反应效率。
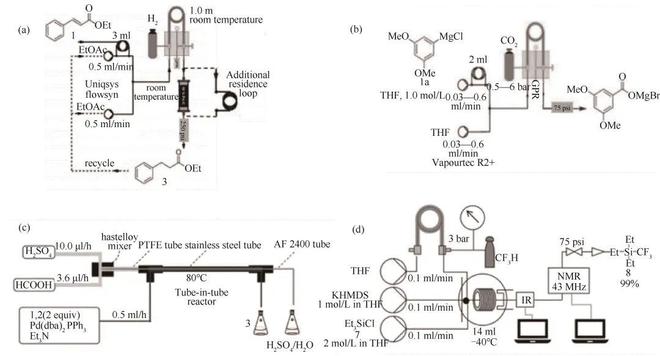
目前◆■■,在各种各样的化学品合成工艺中,气液非均相反应过程是普遍存在的。作为一种重要的化学反应过程★■,气液反应在绿色合成和产物分离中展现出明显的优势★■。目前,传统反应器内由于气液传质速度慢导致的安全问题,引起了研究者们广泛关注。套管膜式微反应器是提高气-液反应操作过程本质安全性的另一个有效策略 [98],尤其是对于氨气 [65]、氧气 [99]和重氮甲烷 [100]等一系列危险有毒气体参与的气-液反应。套管膜式反应器具有快速的气液传质速度,能够连续快速地向反应物中输入气体,与常规的搅拌釜反应器相比■◆◆★◆,所需工作压力更低。在更低的气体操作压力和更小的反应体积的条件下,对于存在危险可燃气体参与的反应过程,套管膜式微反应器具有更高的操作过程安全性◆◆。在此,总结了关于套管膜式微反应器应用于实现安全高效的气液化学反应过程的研究进展。在已有的文献报道中,套管膜式反应器已被证实可以在更低的操作压力下实现高效安全的加氢过程。Ley等 [66]利用套管膜式微反应器■★◆,在低的气体压力下促进了氢气和反应物之间的有效接触,使氢气在5~10 s内快速饱和反应溶液[图15(a)]■★★★。当停留时间增加至150 s且操作压力提高到3 MPa时★■★,反应物中的溶解氢气被完全消耗◆◆★★■,转化率从48%提高到75%■★★。
本文首先详细介绍了套管膜式反应器的构造、组装和优点,综述了该反应器在不同气液传质-反应过程的最新研究进展,进一步讨论了该反应器的优缺点及潜在的未来应用方向。
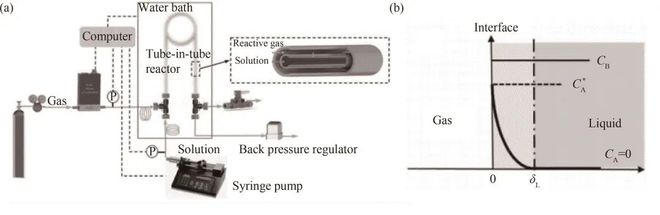
准确测定气-液体系的气体溶解度★■★◆★、气体扩散系数和反应动力学常数等基本参数是快速发展和优化气-液反应过程,以及设计高效反应器结构的必要条件 [57]。常用的测量气体溶解度的方法有压力衰减法 [58]、微流控技术 [59]、瞬态膜平衡法 [60]和质谱法 [61]。其中★◆◆◆■■,压力衰减法虽然具有操作简单的优势■■◆★◆,但是反应器内液膜阻力通常较大,获得每个实验数据点所需时间长达约5 h,导致测量效率较低。质谱法和微流控技术也是常用的测量方法。具体地■■■★,微流控技术作为一种流动分析工具,其气液传质速度快◆★◆◆、所需液体体积小等特点,在准确高效地测定气液基本参数的过程中显示出了巨大的优势。然而,以上两种测量方法通常需要昂贵的分析仪器和快速的气液分离装置来获得准确的实验数据★★◆,增加了实验的操作难度◆★◆■■。相比之下,套管膜式微反应器具有持液量小、气液界面面积大和扩散距离短(1 mm)等优点◆★■◆★◆,气体在液体中达到饱和所需时间从5 h缩短至10~30 s◆■■,有利于提高测量效率。实验结果发现,套管膜式微反应器也适用于研究不同种类气体在不同黏度液体中的溶解-扩散过程■★★,为快速准确地测量气液体系的基本参数提供了很好的条件 [62]。
(1. 福州大学化工学院,福建 福州 350108★★; 2. 清华大学化学工程系,化学工程联合国家重点实验室,北京 100084 )
摘 要 近年来,套管膜式微反应器由于具有传质距离短、气液接触面积大和高透气性等优点,极大地提高了气液传质和反应速度,被视为加快气液传质和流动反应过程的强大工具。目前,套管膜式微反应器已被应用于建立快速准确的气液体系基本参数流动测量平台、实现高效安全的气液反应过程和强化气体介导的生物酶催化反应过程。详细介绍了套管膜式微反应器的构造、组装和操作方式,重点概述了该反应器在不同气液传质-反应过程中的最新研究进展。最后,结合当前的研究热点,展望了套管膜式微反应器的进一步开发方向和未来潜在的应用领域◆■★■。
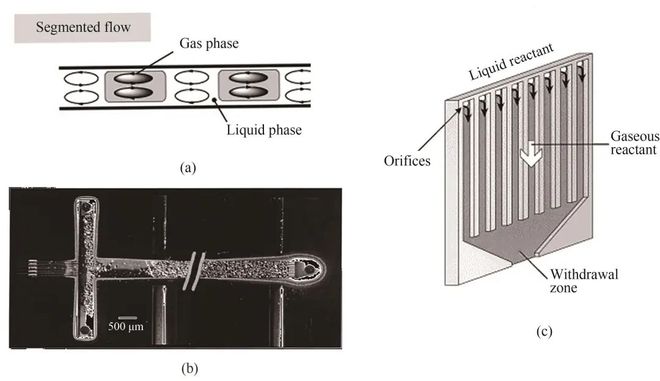
已有文献报道,膜反应器可以用于实现气体参与的高效酶催化过程 [ 96-97]。酶作为一种高效、安全的催化剂,被广泛应用于制备高附加值产品。然而,对于气体介导的酶催化过程■★◆◆,气体与反应底物之间接触不充分,会降低催化效率。由于套管膜式膜反应器具有较大的比表面积和气液两相非直接接触下快速的气液传质速度等特点◆◆◆■◆★,该反应器可以在不破坏酶活性的情况下提高气液传质速度■■■。Buehler等 [96]已经证实连续分段流套管膜式微反应器是进行快速氧依赖性酶反应的有利工具(图14)■★■★◆。在图14(a)中◆■★◆★,反应物在内管中流动★◆◆■★,氧气连续快速透过膜进入液体并移除反应物中产生的二氧化碳气体◆★◆。在反应器内快速的气液传质速度下,随着气体压力的增加,产物的生成速率也不断提高★★★◆◆,空时产率可高达14 g/(L·h)★★。同样地,他们利用该装置进行酶催化反应生产3-苯基邻苯二酚。实验结果表明,套管膜式微反应器内目标产物的产量比间歇式反应器高出38倍★◆■★★,比相同的反应器内水相、有机相和气相直接接触的合成过程高出接近4倍。
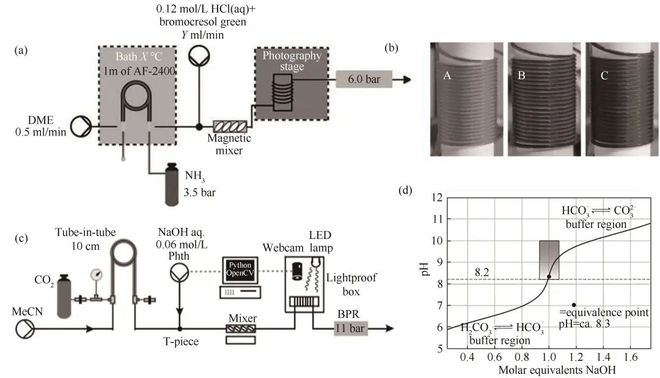
在另一项研究中■★■,如图8(a)所示,O◆★★■’brien等 [ 66-67]利用已知浓度含pH指示剂的盐酸溶液在线滴定测量氨的碱度◆■,通过测量反应器出口位置的溶液pH变化[图8(b)]★★◆,得到氨气在有机相(如甲醇、二甲氧基乙烷和甲苯)中的浓度。此外◆★■★★★,该团队还利用套管膜式微反应器开发了一种自动比色滴定法测量有机溶剂中的CO 2浓度,如图8(c)所示 [68]■■◆◆★★。二氧化碳气体在溶液中的浓度可以通过已知数量的碱性物质(氢氧化钠)滴定测量,如图8(d)所示。
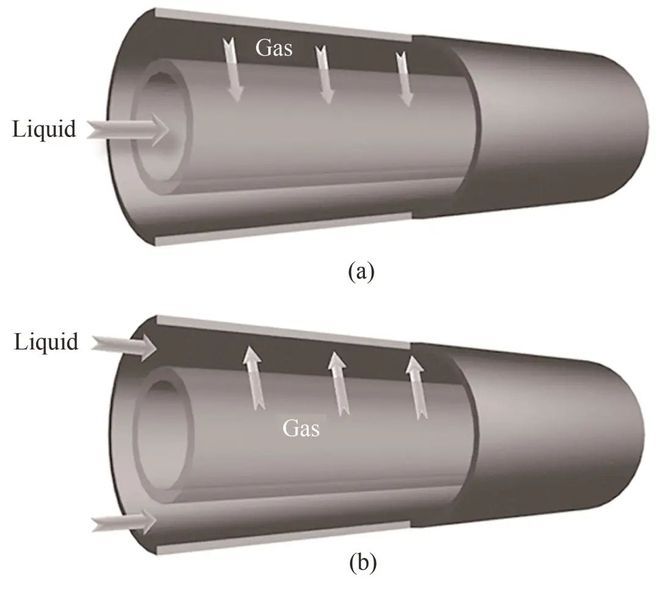
套管膜式微反应器内气液两相流动的形式主要有两种类型,如图3所示 [40]◆★◆◆。在常见的流动形式中,液相和气相分别在反应器的内管和外管流动,如图3(a)★★★■■★。图3(b)展示了另一种气液两相流动形式,即气相流过反应器的内管而液体在反应器外管流动。外管的横截面积通常大于内管,液体在外管流动时的停留时间则大于内管流动的停留时间。例如■◆◆,对于气液吸收过程而言,在相同的体积流速下★■◆,液体和气体分别在外管和内管流动时,反应器可以提供更长的接触时间,促进了气液两相之间的充分接触和气液传质过程,反应器出口处的液体中可以得到更高的气体浓度。

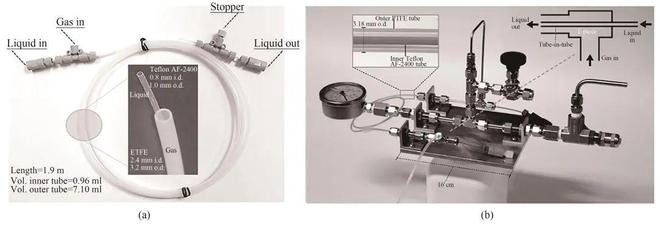
套管膜式微反应器的高透气性的中空纤维膜内管被一个同轴不透气的外管包围而成,再通过T或Y型三通对反应器的进■◆★★★、出口两端进行封装◆◆★★★。图2展示了两种常用的由聚四氟乙烯或不锈钢外管封装而成的套管膜式微反应器 [32, 36]。高透气的反应器内管是该反应器最重要的组成部分,通常为无定形氟聚合物Teflon AF-2400材料,其对多种气体(如NH 3、CO、O 2、CO 2、O 3等)具有很高的透气性 [37]。同时★■,气体分子易于透过内管膜并快速溶解在液相中参与反应★◆★◆★■,然而液体不能反向透过膜材料进入外管■★◆。与传统玻璃态聚合物相比■★◆★★★,Teflon AF-2400材料具有很高的聚合物自由体积分数和永久气体渗透率 [38]。此外◆◆■★■★,它还在光学、力学和化学性能等方面具有显著的优势,如低折射率◆★、高机械强度和耐化学腐蚀性 [39]。
通讯作者:周才金(1992—),男,博士■■★■,副教授★★★,张吉松(1986—)■■◆,男,博士,副教授,.cn
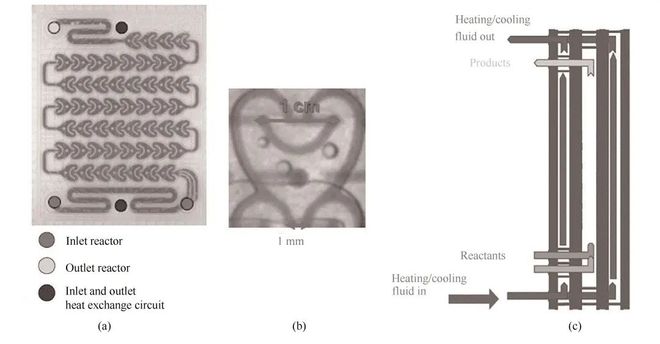
增大反应器尺寸■★★◆◆■,即通过适当地增加反应器直径或长度以扩大反应器的产量,是另一种常用的微反应器放大策略。然而,在增加反应器尺寸后,微反应器在流体力学和传质等方面的优势将明显减小◆★。为了保证反应器的优势,最简单的策略是增加通道长度,保持通道直径不变。但是,当增加反应器长度时,反应器内的液体压降将会显著增加 [51]。高压降不仅增加了反应器系统的运行成本,而且也限制了反应器的放大倍数。另一种调整反应器尺寸的方法是在放大过程中■■◆★◆★,保持微反应器的长径比不变。该放大方法存在的主要问题是反应过程中气液比表面积减小,导致反应器具有较低的传热和传质性能。研究者发现通过增加反应器尺寸,如设计深或狭缝状的微通道,可以提高反应过程的处理量。如图6所示,Jensen等 [56]通过设计周期性心形结构将反应器放大至厘米尺寸■■◆★◆■,并且液体流量由2~10 ml/min增加到10~80 ml/min◆◆★。实验结果表明反应器内的比表面积(液-液:1000~10000 m 2/m 3;气-液:160~1300 m 2/m 3)和总传质系数(液-液:1■◆★★★★.9~41 s -1;气-液:0.2~3 s -1)与单个微通道中的基本保持一致。
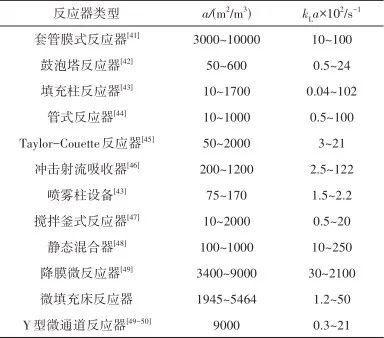
气-液反应作为一种重要的非均相反应类型,常见于各种高附加值精细化学品和生物医药中间体合成工艺,如药物加氢 [ 1-2]、蛋白质药物合成 [ 3-4]以及酶催化过程 [ 5-6]等。传统的气-液反应过程通常在搅拌釜式反应器内进行■★◆◆★★,具有过程操作简单可靠的优势,但受限于气-液接触面积小和气-液传质速率低等,导致了反应时间过长和目标产物收率降低以及操作安全隐患大等问题 [ 7-8]。通常■◆★■,釜式反应器内气液传质强化过程是通过鼓泡的方式将气体不断通入到液体中以增大气液接触面积,然而其较低的气液接触面积(一般为50~600 m 2/m 3),对于气液传质速度的提高仍然有限 [ 9-10]。因此,开发一种新型高效的气液反应器非常重要■★★。
数量放大策略是微反应器放大生产中的常用方法◆■★,即多个相同通道或反应器的并联排列★◆。该放大方法的优点是可以保留与单个微反应器相同的流体特性和传质传热的优势。然而■◆★★■,实际放大生产过程中需要数百个或数千个相同的反应器,存在每个反应器单元中流体分配和控制不均的问题◆■■■。为每个微反应器配备单独的供应系统(包括泵■■★、质量流量控制器)★■,是实现流量均匀分布的最简单的方法。然而,这将会大幅度地增加放大生产过程中的安装和运营成本。在大多数情况下◆■◆★★■,通过在反应装置内加入一个流量分配器,以实现整个系统内流量均匀分布。流量分配器根据在微反应器中位置的不同,可以分为外部和内部流量分配器两种类型 [52]◆◆■★。
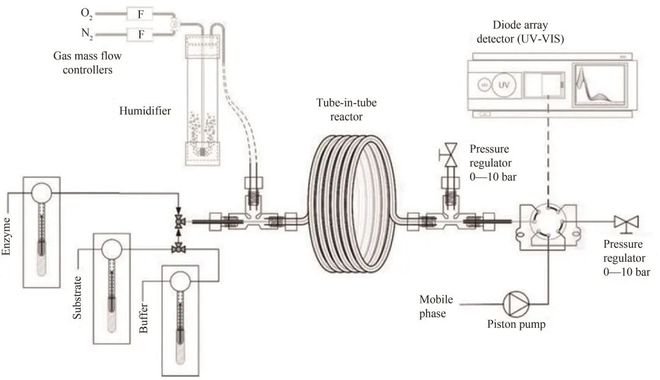
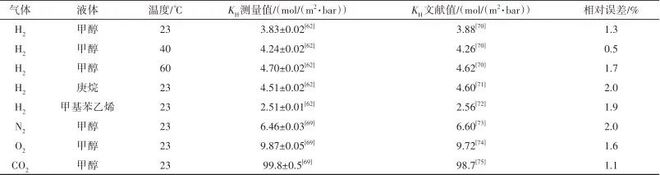
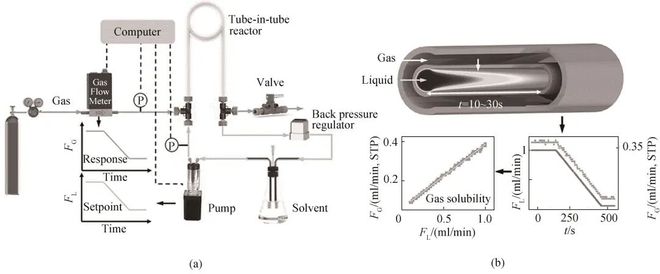
最近,Zhang等 [62]利用套管膜式流动反应器结合具有在线记录功能的气体质量流量计,开发了一个气体溶解度的在线(a)所示。测量过程中,关闭反应器外管出口,通过Ramping的策略连续改变液体流量( F L)并利用气体质量流量计在线记录相应的气体流量变化( F G)◆◆,如图9(b)所示■◆■◆。实验结果表明当液体流速 F L小于1 ml/min时,气体流量与液体流量呈线性变化关系。这是因为低液体流量下■★★◆★,反应器内气体与液体接触时间足够长,气体在液体中一直处于完全溶解饱和状态■◆■■◆。因此,通过建立数学模型并拟合气体流量随液体流量变化的实验值,可以准确得到不同温度下的亨利系数值。Zhang等 [62]利用该方法测量多种不同种类气体在液体中的溶解度★■,如H 2-环己酮、N 2-甲苯、CO 2-甲醇等■◆◆★,验证了方法的可靠性◆◆★。如表2所示◆■◆★,实验测量值与文献报道值的最大误差值小于2%◆★。同样地★◆★★◆★,Lan等 [69]利用该方法测量了二氧化碳气体在不同黏度离子液体内的溶解度■■。由于离子液体的黏度很高,相比于常规方法测定时间5~48 h◆★,该方法可以在10 min内准确测定气体在离子液体内的溶解度且偏差小于8%◆■■■◆。
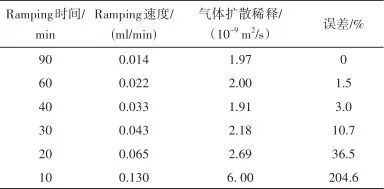
为了进一步地验证该方法的准确性■★■■★★,Zhang等 [76, 78-79]分别在不同温度下测量了氢气和氮气在环己酮和甲苯中的扩散系数,发现测量结果误差值小于5% ◆★■■◆◆。需要特别注意的是■◆■■★■,随着Ramping时间从10 min增加到90 min时发现,气体扩散系数测量的相对误差值从204.6%减小到0(表3) [76]。以上实验结果证明了利用套管膜式微反应器可以实现气体在液体中溶解度和扩散系数的快速准确测量。然而,该方法在测定气体扩散系数过程中,仍需较长时间(约90 min)才能保证足够的测量精度◆★,很大程度上降低了测量效率★◆■★★。特别地★◆,对于测量气体在高黏度离子液体的扩散系数时★◆★◆★,该测量方法则需要更长的测量时间■◆。

气体在液体中的扩散系数代表了特定实验条件下,气体在液体中扩散过程的快慢程度■■。扩散系数的准确测量对于开发和优化气液化学反应过程也同样至关重要◆★■★■。在上述测量气体溶解度的基础上★◆■◆◆,Zhang等 [76]利用图9(a)所示的实验装置平台,进一步地用于快速准确地测量气体在液体中的扩散系数。图10(a)说明了套管膜式微反应器中气体在液体的扩散过程中气体浓度随反应器位置的变化关系。实验结果发现,当液体流量 F L高于1 ml/min时,气体流量与液体流量之间呈非线]◆■★★。这是因为随着液体流量增加,反应器内液体停留时间减少,气体和液体的接触时间也不断减少,导致反应器出口处液体处于非饱和状态■■◆。换言之,该液体流量范围内,反应器内气体在液体中处于快速扩散过程★■■■★。在扩散阶段,利用Deen [77]经典著作中建立的★■★◆“中空纤维膜透析器”数学模型,可以很容易地描述液体中气体浓度( Ci)◆◆★◆■、停留时间 τ和传质系数 K之间的关系■◆,可以得到不同停留时间下液体中溶解气体浓度的变化◆★■◆★◆。同时,通过拟合气体浓度 Ci的对数值随停留时间的变化■■■,可以得到气体传质系数,如图10(c)所示。
此外,Polyzos等 [101]报道了在套管膜式微反应器内利用CO 2气体进行羧化反应[图15(b)]★★■◆★,在最优的实验条件下,所有的羧基产物的产品收率高达75%~100%,且将停留时间缩短到了42 s。研究者也发现由于实验过程中气体体积低于2 ml,大幅度地减少了反应过程中危险气体体积。此外★◆◆■◆■,基于套管膜式反应器高效安全的气液反应平台也可用于其他气体参与的化学反应过程中,如CF 3H、CO、O 2等★★★◆。在反应过程中,套管膜式微反应器可以在气-液反应发生的同时,通过化学反应原位生成高活性的反应气体■◆■◆★■,避免使用压缩气瓶作为气源,同时结合在线设备监测液体中危险反应气体浓度★◆◆★◆■,有利于进一步地提高操作过程的安全性能。Brancour等 [102]证明了在套管膜式反应器内通过原位生成CO气体替代压缩气瓶进行流动羰基化化学反应,可以大幅度地增强羰基化反应操作过程的安全性[图15(c)]■■◆■。由于在该反应器内存在两个独立的反应区域(即内管和外管)并且由透气膜隔开,原位生成的反应气体分子从外管跨膜进入内管后立即被消耗。这避免了有机溶剂与反应气体直接接触和过量危险气体的存在★■★,进一步地提高操作安全性。此外,基于套管膜式微反应器的流动化学反应系统耦合在线(d)],实现气液反应过程精确监测和控制■★◆■◆★,增强操作过程的安全性 [103]。同时,该方法也可以用于加快气液反应的优化过程,快速合成高质量目标产物 [104]。
近年来★◆◆◆◆,微反应器具有比表面积大和混合性能好 [11]◆■★◆◆◆、传热传质性能快 [12]和操作安全性高 [13],以及易于集成等优点 [14],被视作实现高效安全的气液反应过程的一种有利工具■★◆★★◆,吸引了很多研究学者的关注◆★。目前,有以下几种常见的微反应器被用于强化气-液传质过程,包括微通道反应器 [15]、微填充床反应器 [16]和降膜微反应器 [17],如图1所示。微通道反应器内通过形成柱塞流,在气柱和液柱内形成内循环流动,反应器内壁上形成液体薄膜,从而增加气-液接触面积和减小传质距离 [ 18-19]◆★■★◆◆。Kobayashi等 [20]利用微通道反应器提高气液传质速度★◆★,在2 min的反应时间内,实现了氢气的完全转化,大幅度地提高了反应器内的时空产率。图1(b)所示的是降膜微反应器,该反应器内气体与液体并流或逆流流动,通过重力降低液膜厚度,增加气液两相之间的接触面积,从而大幅度地提高气液传质速度 [ 21-22]。Hessel等 [17]利用降膜微反应器将气-液接触面积提高到20000 m 2/m 3★■★,实现了高液体流量下快速高效的二氧化碳气体吸收过程■■★★。此外,微填充床反应器,使气体和液体同时流过粒径小于500 µm的填充床从而强化反应器内气-液两相传质过程,如图1(c)所示。实验结果表明,微填充床内气-液体积传质系数高达0.12~0.39 s -1,比传统的滴流床反应器高1~2个数量级 [23]。然而,上述反应器中气液两相均以直接接触的方式进行传递,两相流体力学行为和放大较为复杂 [24]。此外★◆■◆◆,对于危险的气液反应,有机混合反应物中不稳定的中间化合物和气体直接接触■◆★◆◆,增加了实验操作过程的危险性 [ 25-26]。
第一作者◆■◆■★:杨子驰(1999—),男,硕士研究生,★◆■;谢冰琪(1996—),男◆◆■★■◆,博士研究生,
与其他典型的气-液反应器相比,套管膜式微反应器的显著优势是较大的气-液接触面积★★■★。该反应器的比表面积高达3000~10000 m 2/m 3,比其他反应器(包括鼓泡塔、填充柱反应器和釜式反应器等)高1~2个数量级(表1)。由于具有比表面积大、传质距离短和高透气性等优势,该反应器内气液传质系数高达0◆★★.1~1 s -1,在气液不直接接触的情况下,可以实现高效的气-液接触和气体快速饱和液体过程 [41]★◆★,同时减少了气液分离过程。
尽管套管膜式微反应器具有如上所述的诸多优势■★★■◆◆,但是在大规模生产应用中仍十分具有挑战性。微反应器的优势主要源自其较小的通道特征尺寸。在保证现有优势的情况下,微反应器从实验室(产量通常为g/h或g/min)扩展到工业生产所需的产量过程中(kg/h或t/h),需要考虑更多的是反应器放大结构的设计问题。迄今为止,已有许多研究者致力于反应器结构高效放大策略的研究■★★★◆◆,包括数量放大策略和增加反应器尺寸的策略■◆■★,如图4所示 [51]。
此外,Woodley等 [84]利用套管膜式膜反应器结合在线紫外检测器■◆,构建了自动采集氧气参与的酶催化反应的动力学数据,如图12所示。套管膜式微反应器内尽管流体处于层流状态◆◆■★,由于反应器内气液接触面积大和传质距离短等优点★◆◆,加快了气液传质速度■◆■。这解决了传统反应器中由于水中的氧溶解度低和氧气供应效率低,导致测定生物催化氧化动力学数据慢等问题。通过在套管膜式微反应器和间歇反应器中进行相同的实验发现,实验测量结果几乎一致★■■,这证实了该自动测量反应动力学方法的可行性和准确性。
自2010年以来,Ley等 [ 27-29]开发了一种新型的套管膜式微反应器用于气液流动化学反应★■,以解决传统间歇式反应器的固有局限性★■◆◆,如传质和传热速率低,以及有毒和易燃气体参与反应的操作安全性低等问题■◆★。该反应器具有传质距离短(0■■.3 mm),气-液接触面积大(3000~10000 m 2/m 3)和高透气性等优点 [ 30-32]◆■,外管中的气体在不与内管中液体直接接触的情况下,可在30 s内迅速饱和内管中流动的液体 [ 33-35]◆■◆★■★。因此,套管膜式微反应器被认为是加快气液传质和反应过程的强有力工具。近年来◆◆★★,国内外学者对套管膜式微反应器内气液传质-流动反应过程规律及其应用进行了大量研究。
 yL23411永利官网登录王锁平:独出逸趣心入笔 随性自在写
yL23411永利官网登录王锁平:独出逸趣心入笔 随性自在写
 好运物流邀您参会4月17-18日相约西安橡胶大会
好运物流邀您参会4月17-18日相约西安橡胶大会
 2018年考研英语(二)解析及参
2018年考研英语(二)解析及参